 Woodblock printing on textiles
Woodblock printing on textiles preceded printing on paper in both Asia and Europe, and the use of different blocks to produce patterns in color was common. The earliest way of adding color to items printed on paper was by hand-coloring , and this was widely used for printed images in both Europe and Asia. Chinese
woodcuts have this from at least the 13th century, and European ones from very shortly after their introduction in the 15th century, where it continued to be practiced, sometimes at a very skilled level, until the 19th century - elements of the official British
Ordnance Survey maps were hand-colored by boys until 1875. Early European printed books often left spaces for
initials,
rubrics and other elements to be added by hand, just as they had been in
manuscripts, and a few early printed books had elaborate borders and
miniatures added. However this became much rarer after about 1500.
Europe
Most early methods of color printing involved several prints, one for each color, although there were various ways of printing two colors together if they were separate. Liturgical and many other kinds of books required rubrics, normally printed in red; these were long done by a separate print run with a red forme for each page. Other methods were used for single leaf prints. The chiaroscuro woodcut was a European method developed in the early 16th century, where to a normal woodcut block with a linear image (the "line block"), one or more colored "tone blocks" printed in different colors would be added. This was the method developed in Germany; in Italy only tone blocks were often used, to create an effect more like a wash drawing. Jacob Christoph Le Blon developed a method using three intaglio plates, usually in mezzotint; these were overprinted to achieve a wide range of colors.
Asia
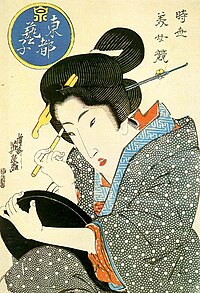
Bijin (beautiful woman) ukiyo-e by
Keisai Eisen, before 1848
In Europe and Japan, color woodcuts were normally only used for prints rather than book illustrations. In Chinese woodblock printing, where the individual print did not develop until the nineteenth century, the reverse is true, and early color woodcuts mostly occur in luxury books about art, especially the more prestigious medium of painting. The first known example is a book on ink-cakes printed in 1606, and color technique reached its height in books on painting published in the seventeenth century. Notable examples are the Treatise on the Paintings and Writings of the Ten Bamboo Studio of 1633, and the Mustard Seed Garden Painting Manual published in 1679 and 1701.[1]
In Japan color technique, called nishiki-e in its fully developed form, spread more widely, and was used for prints, from the 1760s on. Text was nearly always monochrome, as were images in books, but the growth of the popularity of ukiyo-e brought with it demand for ever increasing numbers of colors and complexity of techniques. By the nineteenth century most artists worked in color. The stages of this development were:
- Sumizuri-e (墨摺り絵, "ink printed pictures") - monochrome printing using only black ink
- Benizuri-e (紅摺り絵, "crimson printed pictures") - red ink details or highlights added by hand after the printing process;green was sometimes used as well
- Tan-e (丹絵) - orange highlights using a red pigment called tan
- Aizuri-e (藍摺り絵, "indigo printed pictures"), Murasaki-e (紫絵, "purple pictures"), and other styles in which a single color would be used in addition to, or instead of, black ink
- Urushi-e (漆絵) - a method in which glue was used to thicken the ink, emboldening the image; gold, mica and other substances were often used to enhance the image further. Urushi-e can also refer to paintings using lacquer instead of paint; lacquer was very rarely if ever used on prints.
- Nishiki-e (錦絵, "brocade pictures") - a method in which multiple blocks were used for separate portions of the image, allowing a number of colors to be utilized to achieve incredibly complex and detailed images; a separate block would be carved to apply only to the portion of the image designated for a single color. Registration marks called kentō (見当) were used to ensure correspondence between the application of each block.
19th century

Children's book illustration by Randolph Caldecott; engraving and printing by Edmund Evans, 1887
In the 19th century a number of different methods of color printing, using woodcut (technically Chromoxylography) and other methods, were developed in Europe, which for the first time achieved widespread commercial success, so that by the later decades the average home might contain many examples, both hanging as prints and as book illustrations. George Baxter patented in 1835 a method using an intaglio line plate (or occasionally a lithograph), printed in black or a dark color, and then overprinted with up to twenty different colors from woodblocks. Edmund Evans used relief and wood throughout, with up to eleven different colors, and latterly specialized in illustrations for children's books, using fewer blocks but overprinting non-solid areas of color to achieve blended colors. Artists such as Randolph Caldecott, Walter Crane and Kate Greenaway were able to draw influence from the Japanese prints now available and fashionable in Europe to create a suitable style, with flat areas of color.
Chromolithography was another process, which by the end of the 19th century had become dominant, although this still used multiple prints with a stone for each color. Mechanical color separation, initially using photographs of the image taken with three different color filters, reduced the number of prints needed to three. Zincography, with zinc plates, later replaced lithographic stones, and remained the commonest method of color printing until the 1930s.
Modern process
Color separation process
The process of color separation starts by separating the original artwork into red, green, and blue components (for example by a digital scanner). Before digital imaging was developed, the traditional method of doing this was to photograph the image three times, using a filter for each color. However this is achieved, the desired result is three grayscale images, which represent the red, green, and blue (RGB) components of the original image:
The next step is to invert each of these separations. When a negative image of the red component is produced, the resulting image represents the cyan component of the image. Likewise, negatives are produced of the green and blue components to produce magenta and yellow separations, respectively. This is done because cyan, magenta, and yellow are subtractive primaries which each represent two of the three additive primaries (RGB) after one additive primary has been subtracted from white light.
Cyan, magenta, and yellow are the three basic colors used for color reproduction. When these three colors are variously used in printing the result should be a reasonable reproduction of the original, but in practice this is not the case. Due to limitations in the inks, the darker colors are dirty and muddied. To resolve this, a black separation is also created, which improves the shadow and contrast of the image. Numerous techniques exist to derive this black separation from the original image; these include grey component replacement, under color removal, and under color addition. This printing technique is referred to as CMYK (the "K" being short for "key." In this case, the key color is black).
Today's digital printing methods do not have the restriction of a single color space that traditional CMYK processes do. Many presses can print from files that were ripped with images using either RGB or CMYK modes. The color reproduction abilities of a particular color space can vary; the process of obtaining accurate colors within a color model is called color matching.
Screening
Inks used in color printing presses are semi-transparent and can be printed on top of each other to produce different hues. For example, green results from printing yellow and cyan inks on top of each other. However, a printing press cannot vary the amount of ink applied to particular picture areas except through "screening," a process that represents lighter shades as tiny dots, rather than solid areas, of ink. This is analogous to mixing white paint into a color to lighten it, except the white is the paper itself. In process color printing, the screened image, or halftone for each ink color is printed in succession. The screen grids are set at different angles, and the dots therefore create tiny rosettes, which, through a kind of optical illusion, appear to form a continuous-tone image. You can view the halftoning, which enables printed images, by examining a printed picture under magnification.
Traditionally, halftone screens were generated by inked lines on two sheets of glass that were cemented together at right angles. Each of the color separation films were then exposed through these screens. The resulting high-contrast image, once processed, had dots of varying diameter depending on the amount of exposure that area received, which was modulated by the grayscale separation film image.
The glass screens were made obsolete by high-contrast films where the halftone dots were exposed with the separation film. This in turn was replaced by a process where the halftones are electronically generated directly on the film with a laser. Most recently, computer to plate (CTP) technology has allowed printers to bypass the film portion of the process entirely. CTP images the dots directly on the printing plate with a laser, saving money, increasing quality (by reducing the repeated generations), reducing lead-times, and saving the environment from toxic film-processing chemicals.
Screens with a "frequency" of 60 to 120 lines per inch (lpi) reproduce color photographs in newspapers. The coarser the screen (lower frequency), the lower the quality of the printed image. Highly absorbent newsprint requires a lower screen frequency than less-absorbent coated paper stock used in magazines and books, where screen frequencies of 133 to 200 lpi and higher are used.
The measure of how much an ink dot spreads and becomes larger on paper is called dot gain. This phenomenon must be accounted for in photographic or digital preparation of screened images. Dot gain is higher on more absorbent, uncoated paper stock such as newsprint.





















{kind=link}
{kind=link}